Teknik
Lesjöfors erbjuder mer än bara de faktiska produkterna. Vi erbjuder även teknisk kompetens. Vi anser att denna tjänst är en självklarhet.
Startsida » Teknik
Fjäderteknologi
Tillsammans med fästelement, kullager och bussningar är fjädrar en grundläggande del i maskiner. Fjädrar används i många mekaniska system som har en inbyggd relativ rörelse mellan komponenter.
Tillsammans med fästelement, kullager och bussningar är fjädrar en grundläggande del i maskiner. Fjädrar används i många mekaniska system som har en inbyggd relativ rörelse mellan komponenter. Eftersom rörelsen i de flesta fall är kopplad till det mekaniska systemets primära funktion är fjädern en viktig del av hela funktionaliteten. “It won’t do a thing, if it ain’t got that spring”, om vi travesterar en av Duke Ellingtons hitlåtar.
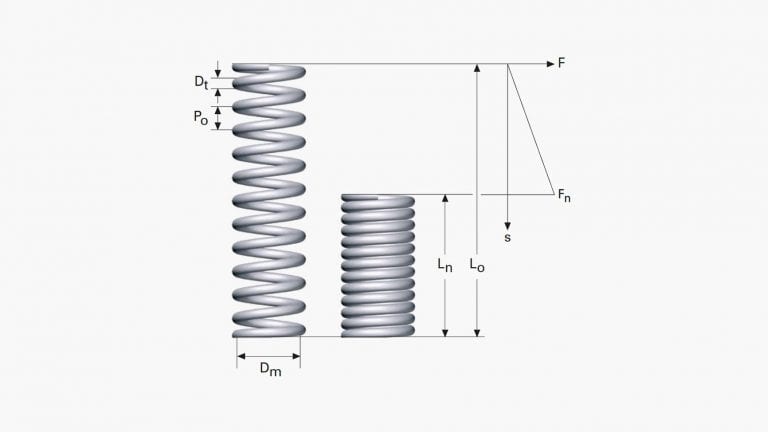
En fjäder kan ha många geometriska former. Den är en komponent som deformeras elastiskt under påverkan av en mekanisk belastning och där sambandet mellan belastning och elastisk deformation är betydelsefullt. Sambandet mellan belastning och elastisk deformation kallas fjäderkarakteristik.
Alla som studerat ämnet mekanik har konfronterats med beräkningar av mekaniska system där elasticitet symboliseras av en fjäderkonstant. Fjäderteknologin handlar om hur en komponent med denna fjäderkonstant ser ut i detalj och hur den ska konstrueras och tillverkas för att uppfylla krav på funktion, tillförlitlighet och livslängd, samtidigt som den är utrymmes- och kostnadseffektiv.
När ett mekaniskt system konstrueras och behovet för en fjäderfunktion uppstår måste det önskade sambandet mellan belastning och elastisk deformation först definieras.
Typen av fjäder och dess geometri väljs utifrån det geometriska utrymme som finns tillgängligt för fjäderfunktionen, tillsammans med hänsyn till tillförlitlighet och kostnad.
Det finns några fjädertyper som har visat sig vara kostnads- och rymdeffektiva sätt att förverkliga vissa fjäderfunktioner. . Skruvlindade tryckfjädrar, tallriksfjädrar eller vågfjädrar är vanligt förekommande för linjärt verkande tryckkrafter.
Det är liknande för roterande avböjning, där spiralformade vridning fjädrar, klockfjädrar, vridstänger eller kraftfjädrar har var sin egen optimala intervall av moment-avböjning relation. Men en komponent som har en inbyggd fjäderfunktion kan ha praktiskt taget vilken form som helst. Tråd och plåt kan bildas till komplicerade former och många sådana komponenter har mer än en funktion, varav endast en är en fjäderfunktion.
Teknisk information om banddetaljer
Banddetaljer är inte en homogen grupp av komponenter och kan inte karakteriseras av vissa funktionella egenskaper.
Banddetaljer är inte en homogen grupp av komponenter och kan inte karakteriseras av vissa funktionella egenskaper. Vissa banddetaljer är lastbärande komponenter som ska vara så styva som möjligt, andra har i stället en estetisk eller visuell funktion, till exempel lock eller skal för elektronik.
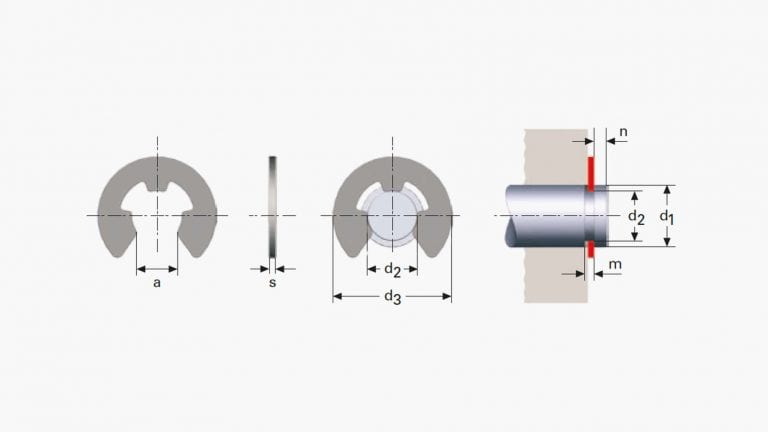
Även komponenter med en mycket enkel fjäderfunktion och som dessutom endast används en gång räknas också till banddetaljer. Exempel på detta kan vara klämmor för fastsättning av kablar, bussningar som hålls fast av den radiella kraft som behövs för att passa dem i ett hål eller spännbrickor för bultar.
Pressningar är ofta gjorda av rektangulärt tvärsnitt material i form av band eller ark, men kan också göras av tråd. Praktiskt taget allt som kan produceras av band eller tråd med hjälp av de grundläggande tillverkningsprocesser skärning och böjning är möjliga att producera.
För mindre volymer görs varje erforderlig skärning och böjning som en separat process, men för större tillverkningsvolymer är alla nödvändiga skär- och böjningsmaskiner antingen integrerade i ett enda progressivt verktyg eller tillverkas i flerglidningsskärnings- och bockmaskiner.
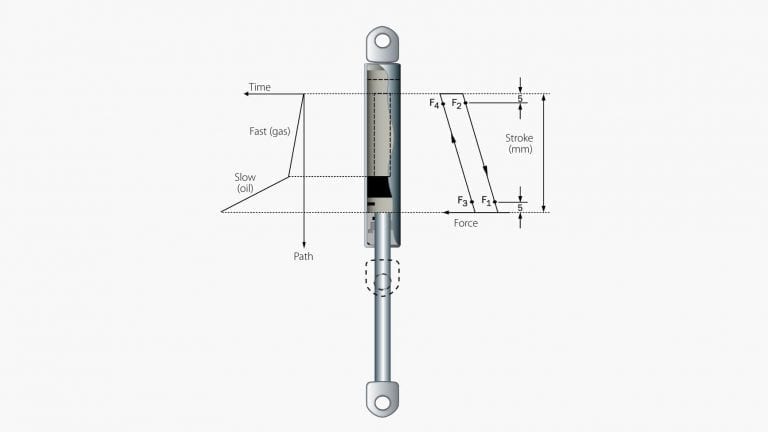
Teknisk information om Gasfjädrar
Gasfjädrar används – precis som tekniska fjädrar – i applikationer där man önskar ett visst samband mellan kraft och dämning.
Huvudkomponenterna i en gasfjäder är en cylinder, en kolvstång med kolv, en tätning och en styrning.
Då ytan på kolvstångssidan av kolven är mindre än den motstående, produceras en utskjutningskraft. Enkelt uttryckt bestäms drivkraftens storlek av tvärsnittsområdet för produktens kolvstång och det inre trycket inuti cylindern.
Fjädermaterial
När man tänjer på tekniska gränser och bildar nya gränser behövs ofta produkter och material med speciella egenskaper. Lesjöfors har samlat på sig en stor mängd erfarenhet sedan vi tillverkade den första fjädern 1852. Vi kan fjädermaterial och de krav som ställs på fjädrar i de unika miljöer där de kommer att användas.
Lesjöfors representerar hög kvalitet. Det handlar inte bara om att skapa optimal fjädergeometri utan även att använda rätt material. Materialets egenskaper utgör grunden för en fungerade fjäder.
Materialvalet styrs helt utifrån den applikation som fjädern ska arbeta i och måste anpassas utifrån viktiga faktorer som påkänning, temperatur, risken för korrosion med mera. Lesjöforsgruppen arbetar med alla typer av metalliska fjädermaterial i alla tvärsnittsformer.